技术服务
一.塑料与发泡剂的配混:
发泡剂的添加比例一般为0.3~0.5%(根据注塑要求的发泡程度或产品发泡后的表面情况而定),同时需添加0.5-1%的白油发加强发泡剂的分散。
二.注塑机的设定:
1.注塑机炮筒温度的设定:
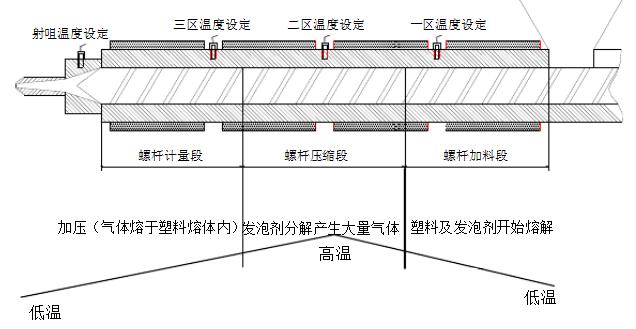
①注塑机炮筒温度方式如抛物线状,即炮筒温度分布中间高两端低。如下图:
②螺杆加料段温度设定低(主要令发泡剂及塑料开始熔解)。螺杆压缩段温度设定高,一般比加料段高15~25℃(主要使发泡剂得到更多的热量,令发泡剂分解产生大量气体而均匀分布于塑胶熔体中)。螺杆计量段温度设定一般比压缩段温度低10~15℃(温度低射胶及熔胶时使熔体及气体的压力提高, 迫使气体熔于熔体内的能力更高)。射咀的温度设定应尽量低至刚好能射出胶便可以(温度低射胶时使熔体于射咀内的流速也降低, 使压力提高,气体更有效地熔于熔胶内)。
2.射胶速度:
射胶速度在不导致产品有缺陷的情况下尽量快(使熔体在模具内定型前让气泡有足够的时间澎涨)。射胶通常分两段射速,第一段尽量快(一般为最快速度的85%以上,射胶行程设置到产品总重量的80~95%),第二段可以慢点(一般为最快速度的20~30%以上,让模具内空气有足够的时间排出)。
3.保压:
熔体在模具内发泡和澎涨时, 它的澎涨压力比保压压力小,如果用保压会使熔体发泡澎涨不起,所以在发泡注塑时可以不用保压或用比较小的保压。
4.射胶终止
发泡胶被射到模腔内时它会在瞬间膨胀,所以射胶量需降低, 让发泡胶料有空间膨胀, 在此同时, 胶件的收缩问题可以解决而产品的重量也可以降低。
上一篇:聚丙烯发泡材料优点与发泡难点
下一篇:聚丙烯发泡国内外研究现状